



En muchas comunidades rurales de América Latina, conseguir agua limpia sigue siendo un reto diario. Aunque el agua está cerca —en ríos, quebradas o pozos—, no siempre es segura para tomar. Muchas veces viene con bacterias, tierra o químicos que pueden causar enfermedades, pero hoy en día, gracias a la tecnología, existen formas automáticas de limpiar esa agua sin depender siempre de una persona que esté vigilando todo el proceso. A esto se le llama automatización, y uno de los grandes aliados es el PLC, una especie de “cerebro electrónico” que puede controlar bombas, válvulas y sensores para purificar el agua de manera precisa y constante.
Este artículo explica, con ejemplos reales, cómo la automatización puede ayudar a llevar agua segura a quienes más la necesitan. Porque tener acceso a agua limpia no es un lujo, es un derecho humano. Y la tecnología, cuando se usa bien, puede ser una gran aliada para hacerlo realidad.
Proceso técnico de purificación de agua automatizado con PLC
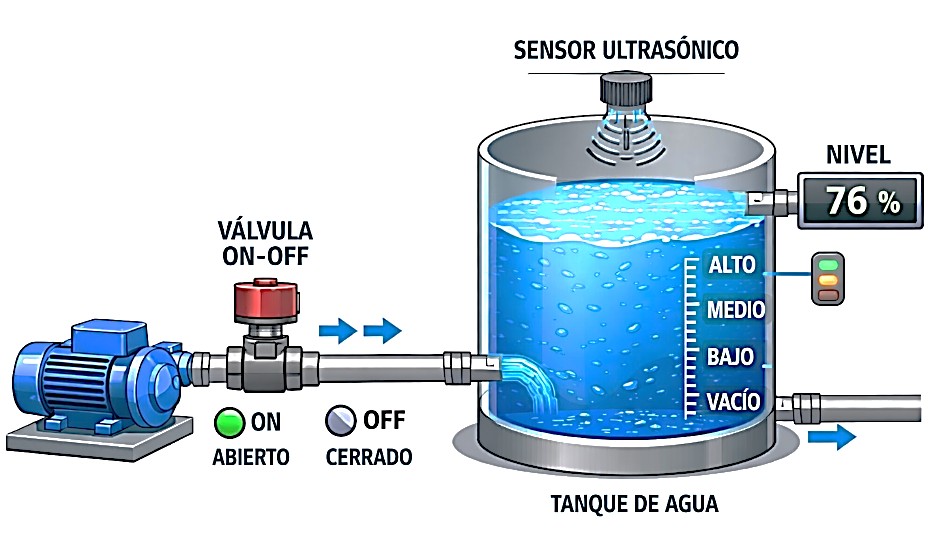
Todo comienza por conseguir el agua, que puede venir de una red pública o de otra fuente como un pozo. Esa agua llega hasta un tanque de almacenamiento, que está conectado a una válvula eléctrica (llamada válvula solenoide) que se abre o cierra automáticamente.
¿Cómo sabe cuándo abrirse?
Gracias a un sensor ultrasónico que mide cuánta agua hay en el tanque sin necesidad de tocarla, solo usando ondas de sonido. Si el nivel está bajo, el PLC, que es el “cerebro” del sistema, le da la orden a la válvula para que se abra y entre más agua y, si está alto, le da la orden a la válvula para que se cierre y apaga la bomba.
Durante la limpieza del agua, uno de los pasos más importantes es el microfiltrado. En esta etapa, el agua pasa por una especie de “colador” hecho con materiales como arena, carbón activado o membranas especiales. Ese colador está diseñado para atrapar cosas muy pequeñas como tierra fina, bacterias y otros microorganismos.
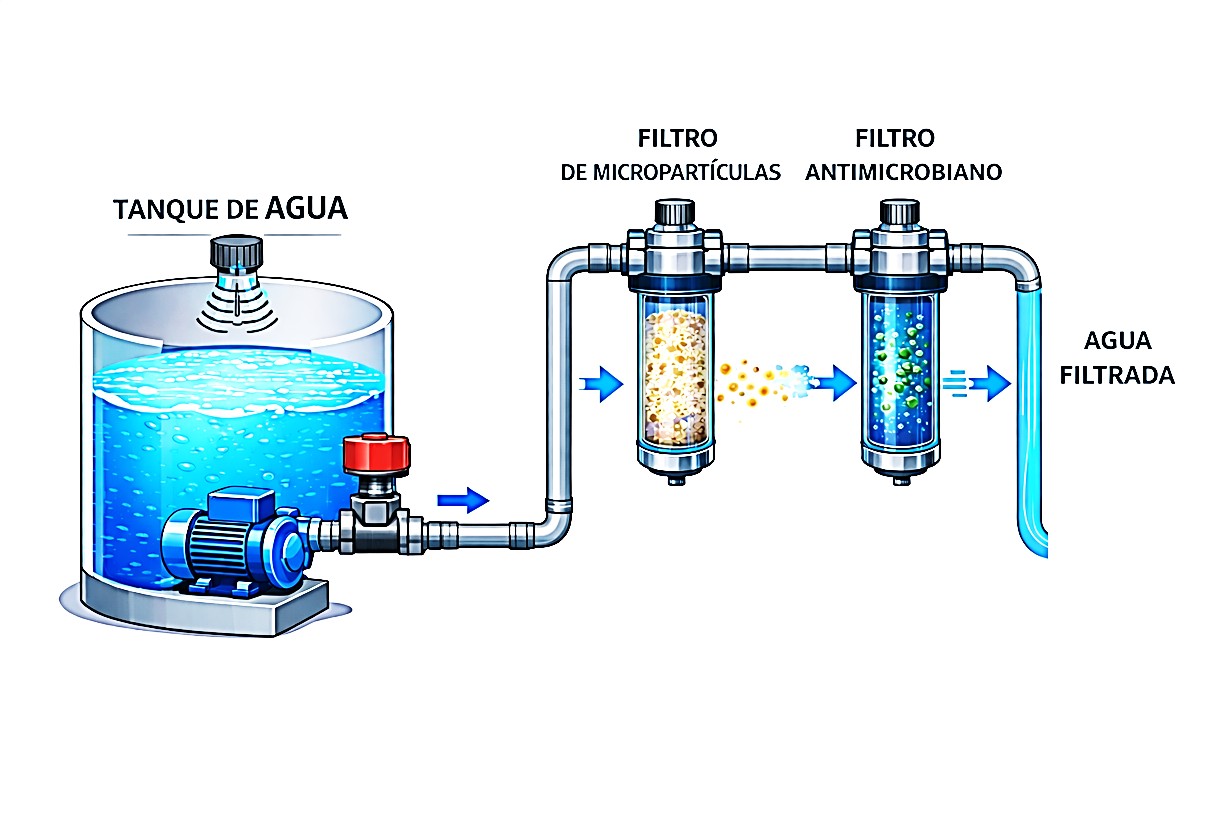
Este paso ayuda a que el agua quede más clara y segura para beber, y suele dividirse en dos partes:
- La filtración en sí: donde se retienen las impurezas.
- La limpieza del filtro: también llamada regeneración.
Con el tiempo, el filtro se va tapando con la suciedad que retiene. Cuando eso ocurre, entra en acción la limpieza automática: se hace pasar agua limpia al revés (en sentido contrario) para lavar el filtro y dejarlo listo para seguir trabajando. Este proceso se conoce como retrolavado y es importante usar agua purificada para que no entren más impurezas de nuevo.
También se pueden usar algunos productos químicos (en pequeñas cantidades) para ayudar a limpiar contaminantes más difíciles o acelerar la limpieza.
¿Para qué sirve la luz ultravioleta en la purificación del agua?
Una forma moderna y muy usada para eliminar microbios del agua es con luz ultravioleta (UV). Esta tecnología sirve para matar bacterias, virus y otros microorganismos peligrosos, sin necesidad de agregar químicos como el cloro.
El agua se hace pasar por un tubo donde hay una cámara especial que emite luz UV. Esa luz, tiene una longitud de onda de unos 254 nanómetros, desactiva a los microbios, impidiendo que se reproduzcan o causen enfermedades.
Estudios científicos han demostrado que la luz UV es muy efectiva para desinfectar el agua. Reduce notablemente la cantidad de bacterias y otros organismos dañinos.
Además, esta tecnología no solo se usa en plantas industriales. También hay equipos UV para hogares, hospitales y oficinas, porque es limpia, rápida y no deja residuos químicos en el agua.
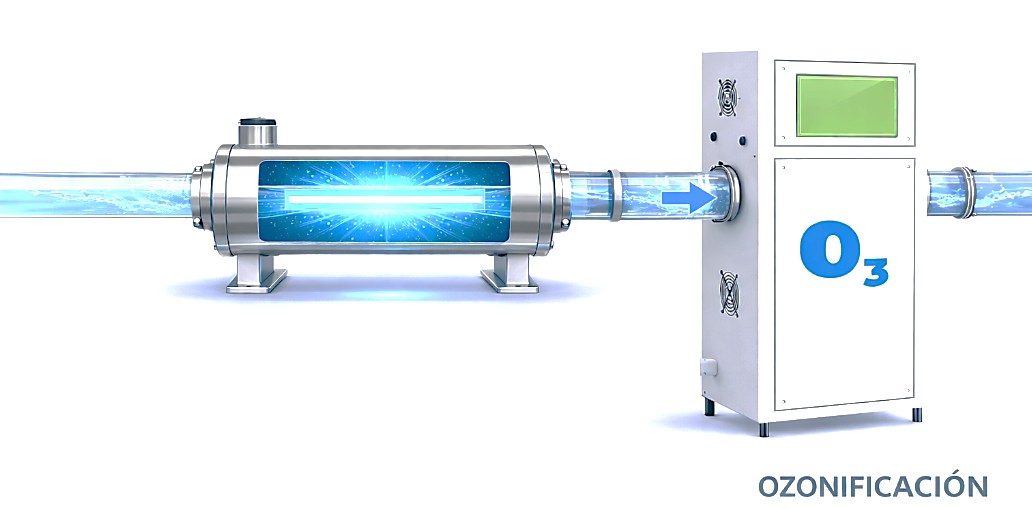
Bomba de ozono
Las bombas de ozono son equipos que se usan para desinfectar el agua, el aire y las superficies. Funcionan generando Ozono (O3), un gas que tiene la capacidad de eliminar bacterias, virus, hongos y malos olores. Para producir este gas, la bomba usa una descarga eléctrica que transforma el oxígeno normal (O2) en ozono, dentro de un espacio controlado. Este proceso se usa en muchas áreas: desde purificar agua potable hasta limpiar el aire en casas, hospitales o fábricas.
Después de pasar el agua por el equipo de ozono, el agua ya sale completamente desinfectada, sin bacterias, sin olores y sin contaminantes biológicos. En ese punto está lista para almacenarse y usarse con seguridad.
Esa agua limpia entra a un tanque de almacenamiento. Este tanque sirve para guardar el agua ya tratada, mantener una reserva disponible y estabilizar el flujo del sistema para que siempre haya suministro, aunque el proceso se detenga por momentos.
En la parte superior del tanque se instala un sensor de nivel, normalmente de ultrasonido o tipo flotador industrial. Este sensor mide cuánta agua hay dentro del tanque en todo momento y envía esa información al sistema de control.
Gracias a este sensor, el sistema sabe si el nivel está bajo, medio o lleno. Cuando el tanque se llena, el control puede apagar la bomba o cerrar la válvula de entrada para evitar que el agua se derrame. Cuando el nivel baja, el sistema vuelve a llenar el activado.
Aspectos técnicos
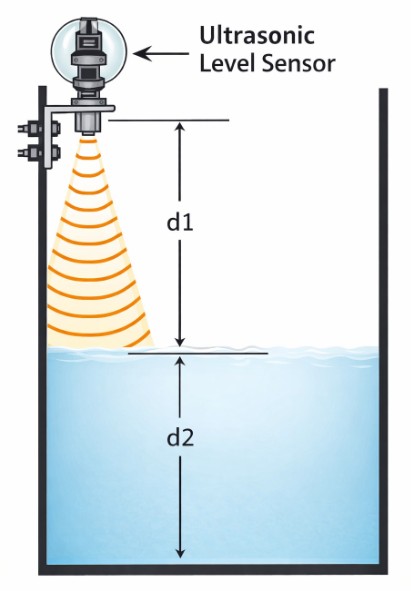
Sensores de nivel por ultrasonido
Los sensores de nivel por ultrasonido miden la cantidad de agua sin tocar el líquido. Se instalan en la parte superior del tanque y trabajan enviando ondas ultrasónicas a la superficie del agua. Estas ondas rebotan y regresan al sensor; el equipo mide el tiempo que tarda el eco en volver.
Como la velocidad del sonido en el aire es conocida, el sensor calcula la distancia entre él y la superficie del agua. Si la distancia es grande, el nivel es bajo; si la distancia es pequeña, el nivel es alto.
En el sistema se utilizan dos sensores: uno ubicado en el tanque de recolección de agua y otro en el tanque de agua limpia. El sensor del tanque de recolección permite saber cuánta agua cruda está disponible en el proceso, evitando que las bombas trabajen en seco. El sensor del tanque de agua limpia permite controlar el almacenamiento final y evitar desbordamientos o falta de suministro.
Estos sensores envían su medición al sistema de control mediante una señal analógica estándar de 4 a 20 mA. Esta señal representa el nivel del tanque de forma proporcional. Cuando el nivel está en el punto mínimo configurado, transmite 4 mA. Cuando el tanque alcanza el nivel máximo configurado, transmite 20 mA. Entre esos valores, la corriente varía de forma proporcional indicando el nivel real.
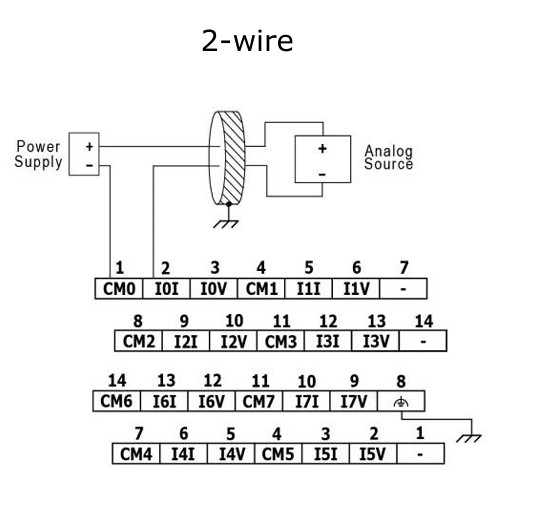
Un sensor de nivel con salida 4-20 mA se conecta a un módulo de entradas analógicas siguiendo el principio de lazo de corriente (loop), como se muestra en el esquema anterior tipo 2-wire. En este tipo de conexión, el sensor no envía voltaje, sino una corriente proporcional al nivel medido, por lo que debe instalarse en serie con el circuito.
Normalmente, se utiliza una fuente de 24VDC para alimentar el lazo. Para garantizar una medición estable y libre de interferencias eléctricas, se recomienda usar cable de instrumentación apantallado. El blindaje del cable debe conectarse a tierra en un solo punto para evitar ruidos inducidos. También es buena práctica conectar el negativo de la fuente de 24V a tierra, estableciendo una referencia común que mejora la estabilidad de la señal y protege el sistema contra perturbaciones eléctricas.
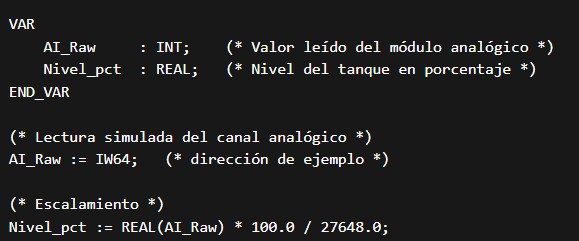
Cuando el sensor de nivel envía la señal de 4-20 mA, el PLC no “ve” directamente metros, litros, ni porcentaje. Lo que realmente recibe es una señal eléctrica que el convertidor interno transforma en un valor digital. Este valor se expresa como un número de cuentas.
Por ejemplo, dependiendo del módulo analógico, el rango puede ser:
- 0 a 27648 cuentas
- 0 a 32767 cuentas
- 0 a 4095 cuentas
Dentro de ese rango, el módulo asigna las cuentas correspondientes al rango de corriente. Si el módulo está configurado para 4-20 mA, entonces:
- 4 mA para un valor mínimo de cuentas o 0
- 20 mA para un valor máximo de cuentas (27648, 32767 o 4095).
Para obtener el valor del nivel, se debe programar utilizando la ecuación de la recta. Aquí hay un ejemplo.
Bombas
El sistema trabaja con dos bombas, y cada una cumple una función diferente dentro del proceso de tratamiento del agua.
La primera bomba se encarga de tomar el agua del recinto de captación o recolección (puede ser un pozo, reservorio o tanque inicial) y enviarla hacia el tanque donde se almacena el agua cruda. Su función es asegurar que haya agua disponible para el proceso. Este tanque actúa como punto de almacenamiento y regulación antes del tratamiento.
La segunda bomba trabaja a partir de este tanque. Toma el agua almacenada y la impulsa a través de todo el sistema de tratamiento.
Finalmente, el agua ya tratada llega al tanque de agua limpia, donde queda almacenada lista para su uso o distribución.
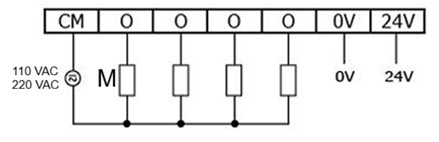
En la figura anterior se muestra un módulo de salidas a relé de un PLC. En el terminal común (CM) se conecta la fase de la red que se desea conmutar. Allí se puede inyectar 110 V o 220V AC, dependiendo del voltaje de la bobina del contactor o de la carga que se va a controlar. Ese voltaje queda disponible internamente para todas las salidas.
Es importante recordar que el PLC no genera el voltaje de control, solo se conmuta el que se conecta al común, y que la corriente de la bobina debe estar dentro de la capacidad del relé del módulo.
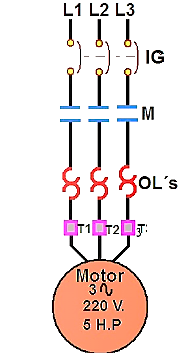
Este diagrama muestra el circuito de potencia típico para alimentar un motor trifásico; en este caso serían las bombas. La energía entra por las líneas L1, L2 y L3. Primero pasa por el interruptor general IG que permite conectar o desconectar manualmente todo el sistema.
Desde allí la alimentación llega al contactor M. Cuando la bobina del contactor es energizada desde el circuito de control, sus contactos principales se cierran y permiten que las tres fases continúen hacia el motor.
Después del contactor se encuentran los relés térmicos de sobrecarga (OL’s). Estos dispositivos protegen el motor: si la corriente supera el valor permitido debido a sobrecarga o falla mecánica, el relé térmico abre el circuito de control del contactor y el motor se apaga para evitar daños.
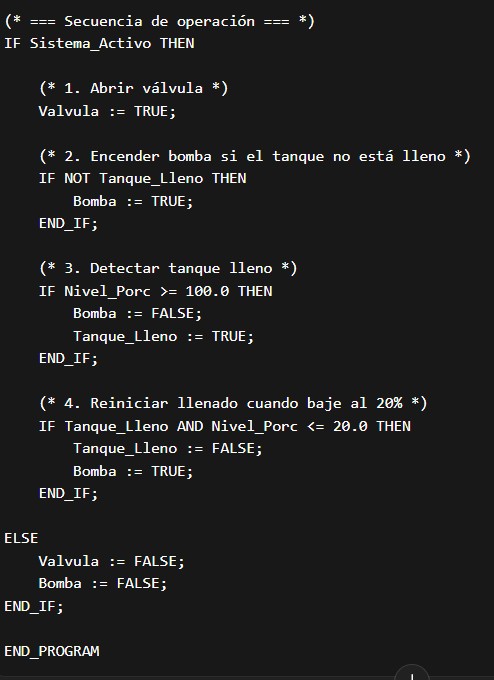
Control para el tanque de alimentación
A continuación, se presenta un código de ejemplo para el control de la bomba de entrada en el tanque de agua cruda.
Cuando el sistema está activo, la válvula se abre para permitir la entrada de líquido. Si el tanque no está lleno, la bomba se enciende para llenarlo.
El sensor mide el nivel del tanque. Al llegar al punto más alto programado, la bomba se apaga y el sistema marca el tanque como lleno. Cuando el nivel baja al 20% o menos, la bomba se enciende nuevamente para volver a llenarlo.
Los demás elementos del proceso, como el ozonificador y el filtro UV, encargados de la purificación del agua, funcionan de manera simple: cuando el sistema está activo, ambos equipos se energizan para desinfectar el agua durante el proceso.
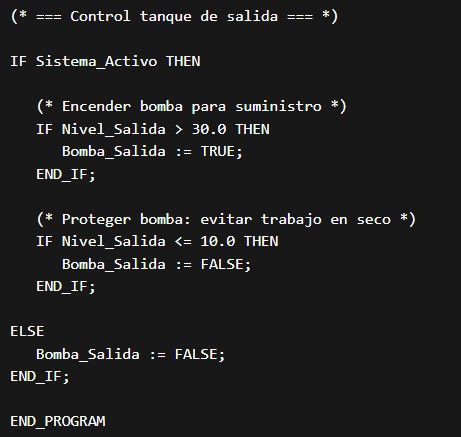
Control para el tanque del despacho de agua limpia
La bomba enciende cuando el nivel del tanque supera el 30% garantizando el suministro hacia la red. Si el nivel baja al 10% o menos, la bomba se apaga para evitar el funcionamiento en seco y proteger el equipo.
Cuando el sistema está desactivado, la bomba permanece apagada.
Conclusiones
En conclusión, la automatización aplicada al tratamiento y suministro de agua demuestra cómo la tecnología puede convertirse en una herramienta directa para proteger la salud y la dignidad humana. Mediante sensores, PLC, bombas y sistemas de desinfección como ozono y luz UV, es posible garantizar un proceso continuo, seguro y confiable sin depender de supervisión permanente.
Este tipo de soluciones permite que comunidades rurales accedan a agua limpia de forma constante, reduciendo enfermedades y mejorando la calidad de vida. Cuando la ingeniería se orienta al bienestar social, deja de ser solo una disciplina técnica y se convierte en un medio para garantizar un derecho humano fundamental: el acceso al agua segura.



Me gustó el artículo se explica claramente los procesos.
Muy buenos aportes una lectura bastante constructiva puede ser la base de proyectos para presentarle a privados o públicos